Расчет технологической себестоимости изготовления детали
Определив количество ремонтных единиц по каждому виду оборудования, путем суммирования находим общее количество ремонтных единиц для всего оборудования, которое устанавливается на участке и имеет одинаковую структуру межремонтного цикла.
Количество ремонтных единиц равно:
![]()
![]()
в) Количество ремонтных единиц оборудования, в среднем выводимых в текущий ремонт и осмотры,
![]() ,
,![]() ,
,![]()
![]() ;
; ![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]()
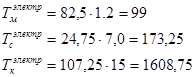
г) По количеству ремонтных единиц, выводимых в различные виды ремонта, и нормативам времени в часах на одну ремонтную единицу рассчитываем трудоемкость ремонтных работ и осмотров, выполняемых в течение года:
для механической части:
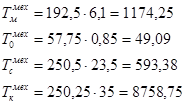
для электротехнической части:
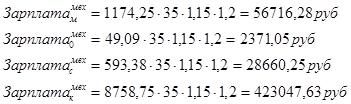
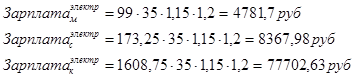
Умножая трудоемкость на среднечасовую тарифную ставку, получаем годовой фонд заработной платы рабочих-ремонтников по тарифу. Скорректировав ею на поясную надбавку (15 %) и средний размер премий (20 %), получим годовой фонд основной заработной платы ремонтников:
для механической части:
для электротехнической части:
д) Затраты на плановые ремонты, помимо основной зарплаты ремонтников, складываются из стоимости материалов, расходуемых при ремонтах, а также цеховых и общезаводских расходов, которые планируются лишь для капитальных и средних ремонтов:
стоимость материалов, расходуемых при ремонтах равна 3-6 % от стоимости оборудования:
![]()
для механической части:

для электротехнической части:

ж) Численность рабочих Nдеж (дежурный персонал), занятых на межремонтном обслуживании, рассчитывается по суммарной величине ремонтных единиц ![]() и нормативам. При этом количество рабочих мест может выразиться дробным числом.
и нормативам. При этом количество рабочих мест может выразиться дробным числом.
Основная заработная плата дежурного персонала
![]()
где Тг - действительный годовой фонд рабочего времени одного дежурного слесаря; Ст - среднечасовая тарифная ставка; 1,15; 1,2 - коэффициенты, учитывающие поясную надбавку и различные доплаты.
![]()
з) Итоговое значение надо разделить на программу запуска деталей в производство, чтобы получить затраты в расчете на деталь.
![]()
Затраты на режущий инструмент
Затраты на универсальный режущий инструмент определяются по формуле
![]()
где ![]() - оптовая цена инструмента; i - число переточек за срок службы инструмента; Спер- стоимость одной переточки; t0- основное (технологическое) время;
- оптовая цена инструмента; i - число переточек за срок службы инструмента; Спер- стоимость одной переточки; t0- основное (технологическое) время; ![]() - стойкость инструмента между двумя переточками.
- стойкость инструмента между двумя переточками.
|
№ опер. |
Название инструмента |
Ц0, руб. |
i |
C пер., руб. |
t0, час |
τ, ч. |
|
1 |
Резец 1 (проходной16*20Т15К6) |
35 |
4 |
0,042*30=1,25 |
0,063 |
1 |
|
2 |
Сверло (Ф10мм концев.хв. Р18) |
45 |
9 |
0,033*30=1 |
0,033 |
0,6 |
|
3 |
Резец (проходной16*20 Т15К6) |
35 |
4 |
0,042*0=1,25 |
0,085 |
1 |
|
4 |
Сверло (Ф10мм концев.хв. Р18) |
45 |
9 |
0,033*30=11 |
0,026 |
0,6 |
|
5 |
Зенкер (Ф10,5мм концев.хв. Р6М5) |
200 |
9 |
0,2*30=6 |
0,042 |
1,5 |
|
6 |
Зенкер (Ф10,5мм концев.хв. Р6М5) |
200 |
9 |
0,2*30=6 |
0,052 |
1,5 |
|
7 |
Развертка (Ǿ10,55 |
100 |
5 |
0,25*30=7,5 |
0,035 |
2,2 |
|
8 |
Резец резьбов (для внутрен. Резьбы 16*16*200 Т5К10) |
70 |
4 |
0,042*30=1,25 |
0,037 |
1 |
Другие материалы ...
Определение величины вероятной прибыли девелопера
Целью
данной работы является определение величины вероятной прибыли предпринимателя
(девелопера).
Согласно
наиболее употребляемому определению экономика понимается как процесс
производства экономических благ, осуществляемый в условиях ограниченности всех
видов ...
Организация и технико-экономическое обоснование производства системы АСУ-ГХ (на примере ОАО КНИИТМУ)
Использование космических технологий спутникового
позиционирования ГЛОНАСС и GPS является наиболее эффективным и перспективным
направлением в создании систем мониторинга и управления транспортом на
предприятиях различных отраслей. Система ГЛОНАСС представляет собой ...
Общая характеристика ОАО Советская звезда
ниточный комбинат маркетинговый производственный
Преддипломная
практика является одной из неотъемлемых частей подготовки квалифицированных
специалистов всех специальностей. Во время прохождения практики происходит
закрепление и конкретизация результатов теоретическо ...